


Все продукты
Контактное лицо :
wang
Номер телефона :
13601517264
ISO восковые пластиковые насосы корпуса литья точности литые детали на заказ


Свяжитесь я бесплатно образцы и талоны.
WhatsApp:0086 18588475571
Вичат: 0086 18588475571
Скайп: sales10@aixton.com
Если вы имеете любую заботу, то мы предусматриваем 24-часовую интерактивную справку.
xПодробная информация о продукте
| Небольшие заказы | Принято | Качество | ISO |
|---|---|---|---|
| Доставка | Быстрая доставка | Применение | Промышленный |
| формы | Настраиваемый | Преимущество | Высокая точность |
| Высокий свет | Отливка корпуса васкового насоса ISO,Отливка корпуса насоса из пластика,Точные литые детали на заказ |
||
Характер продукции
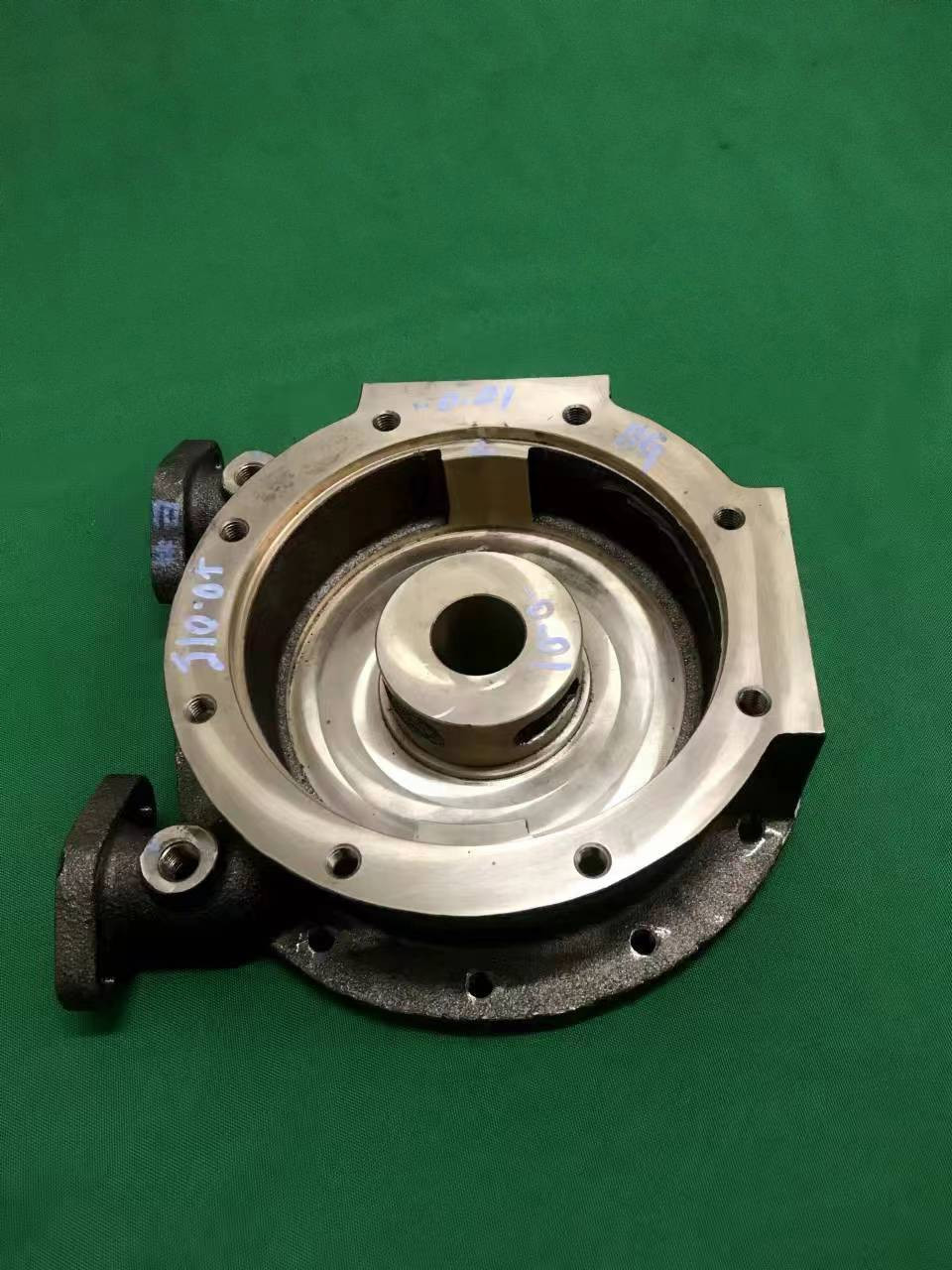
Специализированное высокоточное литье высокоточные литые детали насосное тело
Точные литые детали часто используются при производстве корпусов насосов.Корпусы насосов являются основными структурными компонентами насосов, которые содержат внутренние механизмы, ответственные за движение жидкости и создание давления.
Процесс изготовления корпусов высокоточных литых насосов обычно включает следующие этапы:
-
Создание узора: узор создается на основе конструктивных характеристик корпуса насоса.или металла и является точной копией конечной желаемой формы и особенностей.
-
Формирование: для создания формы используется образец, который обычно изготавливается из огнеупорного материала, способного выдерживать высокие температуры и давление.
-
Восковая инъекция или сборка узоров: в некоторых случаях восковые узоры вводятся непосредственно в форму с использованием узора в качестве руководства.собираются на восковой распределитель, чтобы сформировать восковый кластер.
-
Строительство оболочки: восковые кластеры или отдельные восковые узоры покрываются керамической оболочкой.Процесс повторяется, чтобы создать прочную и точную керамическую оболочку вокруг восковых узоров.
-
Деваксирование: керамическая оболочка с воском внутри нагревается, заставляя воск плавиться и вытекать, оставляя за собой полынину.
-
Отливка: Полая керамическая оболочка предварительно нагревается и заполняется расплавленным металлом, таким как нержавеющая сталь или другие сплавы, подходящие для применения в насосах.Расплавленный металл заливается в полость формы через прут.
-
Охлаждение и затвердевание: расплавленный металл охлаждается и затвердевает внутри формы, принимая форму корпуса насоса.
-
Удаление оболочки: после того, как металл затвердевает, керамическая оболочка ломается или удаляется из корпуса отливного насоса, раскрывая окончательный компонент.
-
Окончание: корпус литого насоса подвергается различным процессам отделки, таким как шлифование, обработка и обработка поверхности, чтобы достичь требуемых размеров, гладкости и общего качества.
-
Обеспечение качества: готовый корпус насоса тщательно проверяется на предмет точности размеров, дефектов поверхности и других параметров качества, чтобы убедиться, что он соответствует требуемым спецификациям.
Точные детали производственного процесса могут варьироваться в зависимости от конкретных требований, используемых материалов и возможностей литейного завода.точное литье обычно используется для производства насосных корпусов со сложной геометрией и высококачественной отделкой, что делает его предпочтительным методом во многих отраслях промышленности.
Спецификации
1Небольшой заказ принят.
2Сертификат ISO.
3Быстрая доставка.