


Все продукты
Контактное лицо :
wang
Номер телефона :
13601517264
Специализированный корпус клапана литья высокой точности инвестиции литья корпус клапана


Свяжитесь я бесплатно образцы и талоны.
WhatsApp:0086 18588475571
Вичат: 0086 18588475571
Скайп: sales10@aixton.com
Если вы имеете любую заботу, то мы предусматриваем 24-часовую интерактивную справку.
xПодробная информация о продукте
| Небольшие заказы | Принято | Качество | ISO |
|---|---|---|---|
| Доставка | Быстрая доставка | Применение | Промышленный |
| формы | Настраиваемый | Преимущество | Высокая точность |
| Высокий свет | Отливка клапана на заказ,Высокая точность отливки клапанового корпуса,ISO9001 корпус инвестиционного литейного клапана |
||
Характер продукции
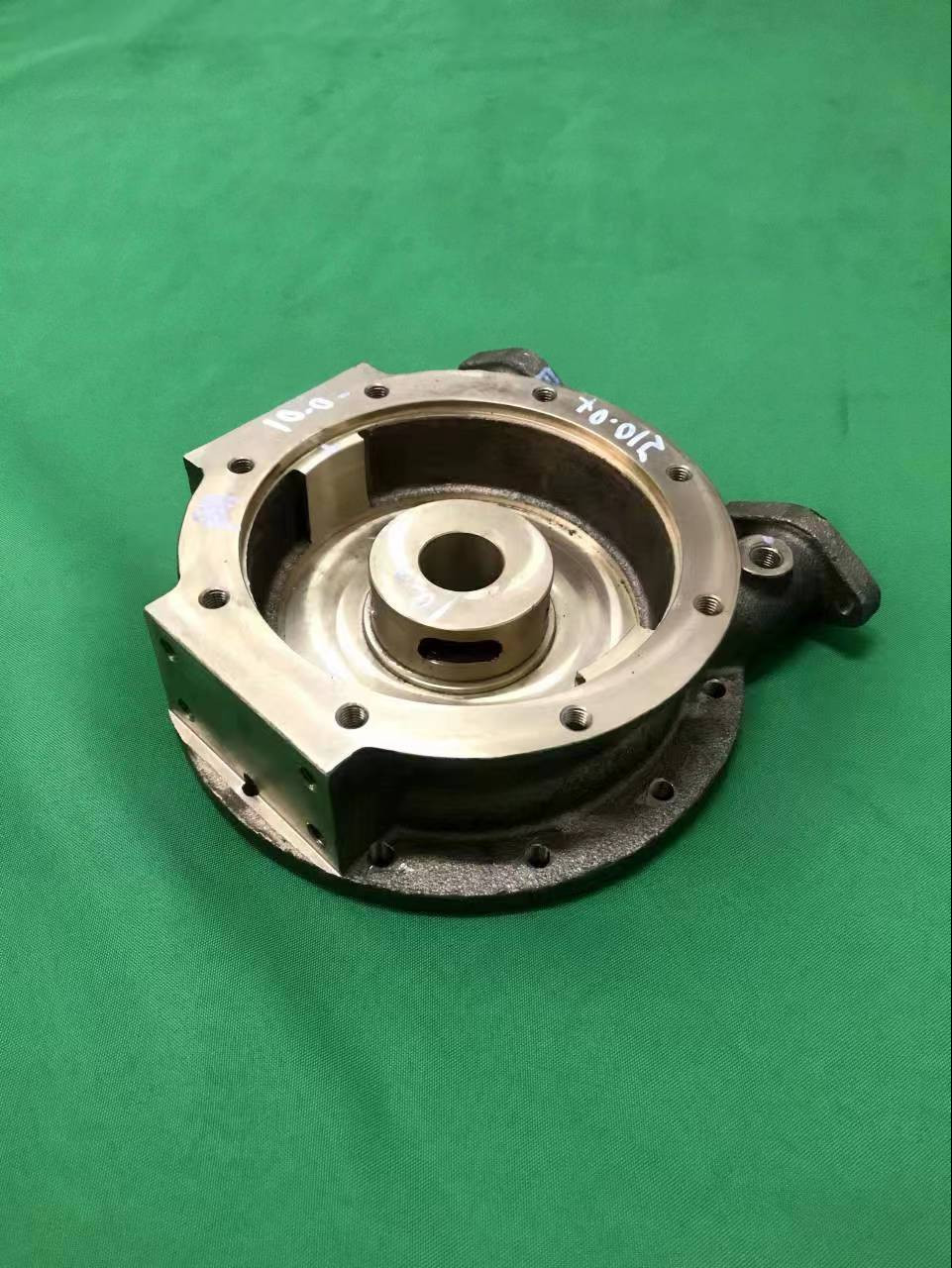
Специализированное высокоточное литье высокоточные литые детали клапанное тело
Корпус клапана с точностью отливных деталей - это компонент клапана, который изготавливается с использованием процесса инвестиционного литья, что обеспечивает высокую точность и сложные конструкции.Он обычно изготовлен из материалов, таких как нержавеющая сталь., углеродистая сталь или сплавная сталь.
Точные литые детали - это компоненты, которые изготавливаются с использованием литейного процесса с высоким уровнем точности и точности.включая сантехникуОн составляет основную структуру клапана и содержит внутренние компоненты, отвечающие за управление потоком жидкостей или газов.
При точном литье корпусов клапанов процесс обычно включает следующие этапы:
-
Создание шаблона: шаблон, обычно изготовленный из воска или аналогичного материала, создается на основе спецификаций конструкции корпуса клапана.Образец напоминает окончательную форму и особенности компонента.
-
Формирование: Затем изображение используется для создания формы, изготовленной из огнеупорного материала, который выдерживает высокие температуры.
-
Восковая инъекция: горячий воск вводится в форму, используя рисунок в качестве руководства.
-
Сборка: на восковой распределитель сделаны множество восковых реплик, известных как восковые рисунки, которые соединяются на восковой распределитель, чтобы создать кластер.
-
Строительство оболочки: восковый кластер покрывается керамической оболочкой, погружая его в керамическую лужу, а затем покрывая мелкими керамическими частицами.Этот процесс повторяется несколько раз, чтобы создать крепкую оболочку вокруг восковых узоров.
-
Деваксирование: Керамическая оболочка нагревается, из-за чего воск внутри расплавляется и вытекает, оставляя за собой полость.
-
Отливка: Полая керамическая оболочка предварительно нагревается и заполняется расплавленным металлом, таким как нержавеющая сталь или сплавная сталь, который заливается в полость формы.
-
Охлаждение и затвердевание: расплавленный металл охлаждается и затвердевает внутри формы, принимая форму клапана.
-
Удаление оболочки: как только металл затвердевает, керамическая оболочка ломается или удаляется, выявляя корпус отливного клапана.
-
Окончание: корпус отливного клапана проходит различные процессы отделки, такие как шлифование, обработка и обработка поверхности, чтобы достичь требуемых размеров, гладкости и общего качества.
-
Обеспечение качества: готовый корпус клапана проверяется на предмет точности размеров, дефектов поверхности и других параметров качества, чтобы убедиться, что он соответствует требуемым спецификациям.
Важно отметить, что фактический процесс изготовления может варьироваться в зависимости от конкретных требований, используемых материалов и возможностей литейного завода.Точное литье позволяет производить сложные геометрии и высококачественные компоненты, что делает его предпочтительным методом для изготовления корпусов клапанов и других критических частей.
Спецификации
1Небольшой заказ принят.
2Сертификат ISO.
3Быстрая доставка.